INTER FOUNDRY - INTER DIE CAST, Coimbatore
15 SEP 2022 - 17 SEP 2022
INTER FOUNDRY - INTER DIE-CAST will be held from 15-17 Sep 2022
Codissia Trade Fair Complex, Coimbatore, India
Visit us at Hall A, STALL No. A22
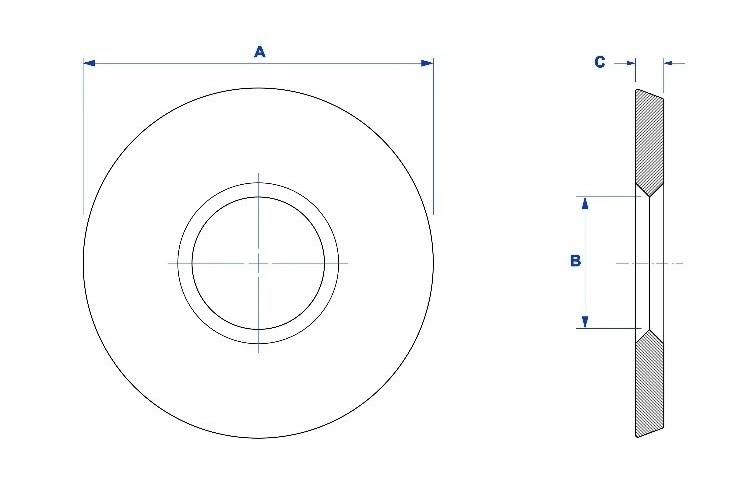
Typical Breaker core design A = 125, B = 60, C = 5mm
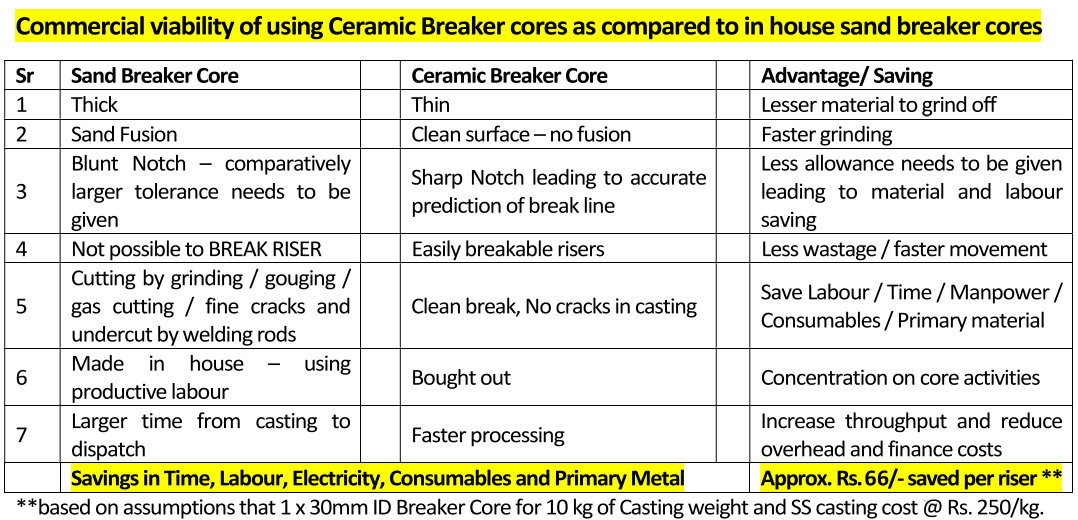
Advantages of Ceramic Breaker Core over Sand Breaker Core
Breaking of 4" Riser for SS 316L casting using our Ceramic Breaker Core
Breaking of Steel Casting Riser using Ceramic Breaker Core
Breaking of 8" Riser for Low Alloy Steel Casting using Ceramic Breaker Core
Breaking of 6" Riser for High Chrome Casting using our Ceramic Breaker Core
Breaking of Risers for Stainless Steel Castings using our Ceramic Breaker Core
Breaking of 4.5" Riser for SG Iron Casting using our Ceramic Breaker Core
Breaking of 10" Riser for 420kg High Chrome Casting using our Ceramic Breaker Core
Breaking of 10" Riser for Manganese Steel Casting using our Ceramic Breaker Core
Breaking of 2" Riser for Heat Treatment HRCS Castings using our Ceramic Breaker Core